Você também pode gostar
- Monitorando Decibelímetro No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Decibelímetro No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Aula 01 - Lean ManufacturingDocumento28 páginasAula 01 - Lean ManufacturingLucas ReisAinda não há avaliações
- Gestão Da Produção GE70L - 09Documento44 páginasGestão Da Produção GE70L - 09Larissa Chmilouski TaraciukAinda não há avaliações
- (Campus) - Cra - Lean Manufacturing - Uma Visão Das Praticas e TeoriasDocumento66 páginas(Campus) - Cra - Lean Manufacturing - Uma Visão Das Praticas e Teoriasalunos.campinhosAinda não há avaliações
- Gestão e Planejamento Do Canteiro de Obras - Emanoel Héder - BSSPDocumento281 páginasGestão e Planejamento Do Canteiro de Obras - Emanoel Héder - BSSPBruno NogueiraAinda não há avaliações
- Ferramentas STPDocumento48 páginasFerramentas STPAnonymous gy237mAinda não há avaliações
- Filosofia Just in TimeDocumento32 páginasFilosofia Just in Timeedssou100% (1)
- ADMPRODII Aula 2Documento35 páginasADMPRODII Aula 2frahedlerAinda não há avaliações
- Mentalidade EnxutaDocumento51 páginasMentalidade EnxutaBruno Pereira DiasAinda não há avaliações
- Mentalidade Enxuta ADocumento35 páginasMentalidade Enxuta AdancsbAinda não há avaliações
- Lean Manufacturing SenaiDocumento41 páginasLean Manufacturing SenaiMarcelo SantosAinda não há avaliações
- Filosofia LeanDocumento73 páginasFilosofia LeanCarolina Antunes AmadeuAinda não há avaliações
- OK 5lean ManufacturingPIDocumento32 páginasOK 5lean ManufacturingPIDiogoJSantosAinda não há avaliações
- Materiais 92014518197Documento34 páginasMateriais 92014518197Nilton Cesar marcelinoAinda não há avaliações
- Prod 11Documento82 páginasProd 11Onormandes FerreiraAinda não há avaliações
- PARTE IIA - Manutenção PlanejadaDocumento23 páginasPARTE IIA - Manutenção PlanejadaIgor SouzaAinda não há avaliações
- 1 Projeto Integrador - Apresentação FinalDocumento22 páginas1 Projeto Integrador - Apresentação FinalEverson LopesAinda não há avaliações
- VolvismoDocumento71 páginasVolvismoPhaelucasAinda não há avaliações
- 1 Projeto Integrador - Apresentação FinalDocumento22 páginas1 Projeto Integrador - Apresentação FinalEverson LopesAinda não há avaliações
- WCM Empresa de Classe Mundial: Herbster Dias Jorge Brisa Adhamo VacoDocumento62 páginasWCM Empresa de Classe Mundial: Herbster Dias Jorge Brisa Adhamo VacoEFJTECAinda não há avaliações
- JidokaDocumento11 páginasJidokaRenato FerreiraAinda não há avaliações
- Paper Manufatura EnxutaDocumento5 páginasPaper Manufatura EnxutaAmarildo Moreira SantosAinda não há avaliações
- Palestra LeanDocumento39 páginasPalestra LeanWagner Augusto SantanaAinda não há avaliações
- 2.1 - INTROD GERAL TPM v3 VITDocumento45 páginas2.1 - INTROD GERAL TPM v3 VITmarcellovbritoAinda não há avaliações
- Producao EnxutaDocumento63 páginasProducao EnxutaCaroline FreireAinda não há avaliações
- ToyotismoDocumento39 páginasToyotismoMateus CastilhoAinda não há avaliações
- Aula 14-03 Teoria Das RestriçõesDocumento25 páginasAula 14-03 Teoria Das RestriçõesMaykon TuraAinda não há avaliações
- NR07 - Treinamento - PCA Programa Controle Auditivo - 2023Documento36 páginasNR07 - Treinamento - PCA Programa Controle Auditivo - 2023angela.anesiaAinda não há avaliações
- Sistema Toyota de Produção - Shigeo ShingoDocumento7 páginasSistema Toyota de Produção - Shigeo ShingoBartolomeu Guilerme Dos Santos67% (3)
- Curso Manutenção Produtiva Total - TPMDocumento307 páginasCurso Manutenção Produtiva Total - TPMWilliammarcelAinda não há avaliações
- A5 - Lean LogisticsDocumento130 páginasA5 - Lean LogisticsGustavo dos Santos LopesAinda não há avaliações
- NTC 905100 Acesso de Geração Distribuida Copel PDFDocumento101 páginasNTC 905100 Acesso de Geração Distribuida Copel PDFCristiano MtzAinda não há avaliações
- Aula 07 - Procedimentos e Instrucoes de TrabalhoDocumento22 páginasAula 07 - Procedimentos e Instrucoes de TrabalhoLucas ReisAinda não há avaliações
- Aula 1 - Lean ManufaturingDocumento28 páginasAula 1 - Lean ManufaturingFABRICIO PLASTERAinda não há avaliações
- Aula 1Documento78 páginasAula 1FERNANDO MÉLOAinda não há avaliações
- Trabalho Sobre ToyotismoDocumento12 páginasTrabalho Sobre ToyotismodanigordilhoAinda não há avaliações
- Aula 07Documento22 páginasAula 07renata cavalottiAinda não há avaliações
- Administracao Da Producao ProdutividadeDocumento14 páginasAdministracao Da Producao ProdutividadeAnderson Rodrigues RochaAinda não há avaliações
- Elementos Fundamentais Do Sistema Toyota de Produ oDocumento19 páginasElementos Fundamentais Do Sistema Toyota de Produ oPedro GomesAinda não há avaliações
- F-G.16 Apresentação de TRF - Brasil+produtivoDocumento31 páginasF-G.16 Apresentação de TRF - Brasil+produtivoUm MinutoAinda não há avaliações
- Artigo - Fluxo ContínuoDocumento5 páginasArtigo - Fluxo ContínuoAndrey SartóriAinda não há avaliações
- 05 - MRP - Gestão de ManufaturaDocumento25 páginas05 - MRP - Gestão de ManufaturaYanAinda não há avaliações
- Aula 9 - Teoria Da Firma - ProduoDocumento34 páginasAula 9 - Teoria Da Firma - Produoluiz henriqueAinda não há avaliações
- Cotroladoria Slides TOCDocumento18 páginasCotroladoria Slides TOCcaio.souza.mendeesAinda não há avaliações
- 11-17 - Balanceamento de Linha & Layout FuncionalDocumento86 páginas11-17 - Balanceamento de Linha & Layout Funcionalasgf100% (2)
- Enegep2001 TR12 0305Documento8 páginasEnegep2001 TR12 0305nathaliagacAinda não há avaliações
- OK 2planejamento e Controle Da Produção PIDocumento38 páginasOK 2planejamento e Controle Da Produção PIFabio Rodrigo VargasAinda não há avaliações
- E-Book Técnico - VSMDocumento25 páginasE-Book Técnico - VSMalexandrelymaAinda não há avaliações
- Linha & Layout FuncionalDocumento86 páginasLinha & Layout FuncionalasgfAinda não há avaliações
- Material+ +Fernanda+Bainha CompactadoDocumento19 páginasMaterial+ +Fernanda+Bainha CompactadoLOYANE GOMES MARTINS SILVAAinda não há avaliações
- Apostila Modulo II Unidade - 2 - PDFDocumento20 páginasApostila Modulo II Unidade - 2 - PDFMailson MacielAinda não há avaliações
- SlidesDocumento210 páginasSlidesFelipe CarvalhoAinda não há avaliações
- Aula 9 - Sistema Toyota de ProduçãoDocumento29 páginasAula 9 - Sistema Toyota de Produçãoerika.patricyaAinda não há avaliações
- Gabarito Atividade 04Documento4 páginasGabarito Atividade 04Cláudio AugustoAinda não há avaliações
- Atividade 04Documento4 páginasAtividade 04Cláudio AugustoAinda não há avaliações
- 2-Exercícios CapacidadeDocumento3 páginas2-Exercícios CapacidadeRafael MizunoAinda não há avaliações
- Kanban e Just in TimeDocumento31 páginasKanban e Just in TimeLuiz Cleber MoreiraAinda não há avaliações
- Cenários Econômicos - Orientações Iniciais Da DiciplinaDocumento15 páginasCenários Econômicos - Orientações Iniciais Da Diciplinajuliopordeus91Ainda não há avaliações
- Apostila - Introdução Ao Lean ManufacturingDocumento42 páginasApostila - Introdução Ao Lean ManufacturingpescareAinda não há avaliações
- Exercícios - Manufatura Enxuta - Thiago BomboDocumento2 páginasExercícios - Manufatura Enxuta - Thiago BomboTHIAGO BOMBOAinda não há avaliações
- Egenda Servos Recepcao 2024Documento1 páginaEgenda Servos Recepcao 2024FELIPEAinda não há avaliações
- LIÇÃO DISCIPULADO SETEMBRO 9 A 13 PDFDocumento17 páginasLIÇÃO DISCIPULADO SETEMBRO 9 A 13 PDFFELIPEAinda não há avaliações
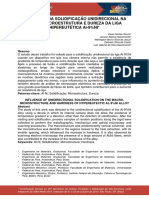
- Influência Da Solidificação UnidirecionalDocumento9 páginasInfluência Da Solidificação UnidirecionalFELIPEAinda não há avaliações
- Estudo1 2 3 SerieEscolhaDocumento24 páginasEstudo1 2 3 SerieEscolhaFELIPEAinda não há avaliações
- Aula 001 GLC 22 06 2023Documento62 páginasAula 001 GLC 22 06 2023FELIPEAinda não há avaliações
- Fundicao IsabelaRibeiroDocumento118 páginasFundicao IsabelaRibeiroFELIPEAinda não há avaliações
- Ementa CNA - Curso de CapacitaçãoDocumento12 páginasEmenta CNA - Curso de CapacitaçãoFELIPEAinda não há avaliações
- (2015) Estudo Do Refino de Grão Da Estrutura Bruta de Solidificação Da Liga Cu-8%snDocumento9 páginas(2015) Estudo Do Refino de Grão Da Estrutura Bruta de Solidificação Da Liga Cu-8%snFELIPEAinda não há avaliações
- Influência Da Liga Al-Ti Na Estrutura de Solidificação de Uma Peça FundidaDocumento49 páginasInfluência Da Liga Al-Ti Na Estrutura de Solidificação de Uma Peça FundidaFELIPEAinda não há avaliações
- Estudo de Caso - Desgaste Dos Bocais Supersonicos Do Bico de Lancas Da Aciaria BOFDocumento104 páginasEstudo de Caso - Desgaste Dos Bocais Supersonicos Do Bico de Lancas Da Aciaria BOFFELIPEAinda não há avaliações
- ESSS PosGraduacao CFD Semipresencial Nov13 WebDocumento4 páginasESSS PosGraduacao CFD Semipresencial Nov13 WebFELIPEAinda não há avaliações
- Elementos em Ordem Alfabética10 PDFDocumento1 páginaElementos em Ordem Alfabética10 PDFalex reisAinda não há avaliações
- Relatório Da Turma Inteira - Lab III - Parte 1 - FundicaoDocumento40 páginasRelatório Da Turma Inteira - Lab III - Parte 1 - FundicaoJoão Henrique Carvalho ReisAinda não há avaliações
- ESSS PosGraduacao CFD Semipresencial Nov13 WebDocumento4 páginasESSS PosGraduacao CFD Semipresencial Nov13 WebFELIPEAinda não há avaliações
- Capitulo 1Documento56 páginasCapitulo 1FELIPEAinda não há avaliações
- Capitulo 3 PDFDocumento157 páginasCapitulo 3 PDFFELIPEAinda não há avaliações
- Como Iniciar No Marketing DigitalDocumento49 páginasComo Iniciar No Marketing DigitalBrandon Camargo100% (1)
- TPV LivroReceitasVegetarianasDocumento28 páginasTPV LivroReceitasVegetarianasAndré Godoy100% (2)
- Estudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100Documento139 páginasEstudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100FELIPEAinda não há avaliações
- Dados TermodinamicosDocumento279 páginasDados Termodinamicosz1n1nh4Ainda não há avaliações
- Capitulo 2Documento125 páginasCapitulo 2FELIPEAinda não há avaliações
- 27 CONSELHOS - Felipe BatistaDocumento30 páginas27 CONSELHOS - Felipe BatistaFELIPEAinda não há avaliações
- Lino Cure Ab 30 60 90 120 LFDocumento2 páginasLino Cure Ab 30 60 90 120 LFFELIPEAinda não há avaliações
- RIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFDocumento69 páginasRIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFAndre TorregrosaAinda não há avaliações
- ArtigoABM3 AciariaDocumento12 páginasArtigoABM3 AciariaFELIPEAinda não há avaliações
- Tecnologia de Fabricação Do Aço Líquido - Vol 2 - Aciaria LD PDFDocumento263 páginasTecnologia de Fabricação Do Aço Líquido - Vol 2 - Aciaria LD PDFFELIPEAinda não há avaliações
- RIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFDocumento69 páginasRIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFAndre TorregrosaAinda não há avaliações
- Fabricação de Aço - Físico QuímicaDocumento398 páginasFabricação de Aço - Físico QuímicaFELIPEAinda não há avaliações
- 2 - Transformações Do Aços Fora Do EquilíbrioDocumento24 páginas2 - Transformações Do Aços Fora Do EquilíbrioFELIPEAinda não há avaliações
- Desoxidação de Aço Líquido Com Carbureto de Silício MetalúrgicoDocumento5 páginasDesoxidação de Aço Líquido Com Carbureto de Silício MetalúrgicoFELIPEAinda não há avaliações
- Livro IAVE EconA 2018-19 - OcredDocumento214 páginasLivro IAVE EconA 2018-19 - OcredInêsAinda não há avaliações
- Qualidade de Vida - Notorio Saber IvDocumento24 páginasQualidade de Vida - Notorio Saber IvJosé Dias BurckhardtAinda não há avaliações
- Gestão Tributaria Da Cadeia de Suprimentos - 2013 - Cap - 6Documento2 páginasGestão Tributaria Da Cadeia de Suprimentos - 2013 - Cap - 6hawks 5.0Ainda não há avaliações
- Nota GabrielDocumento1 páginaNota Gabriellimbo angelAinda não há avaliações
- Conteúdo Programático - TST IfbDocumento24 páginasConteúdo Programático - TST IfbRafael FreitasAinda não há avaliações
- DANFEDocumento3 páginasDANFEIgor JoestarAinda não há avaliações
- Modelo Custos Fixos Por ProjetoDocumento1 páginaModelo Custos Fixos Por ProjetoGabriela MartinsAinda não há avaliações
- Manual Integrador Blue Sol PDFDocumento16 páginasManual Integrador Blue Sol PDFMarcelo Peixoto Del PelosoAinda não há avaliações
- Ebook RotaDocumento33 páginasEbook RotaIngrid SilverAinda não há avaliações
- Also - Caderno Técnico Mall e Mídia - r01 - 03.01.2023Documento49 páginasAlso - Caderno Técnico Mall e Mídia - r01 - 03.01.2023Tiago GomesAinda não há avaliações
- Professor - Fundamental - II - Matem - Itica 3Documento9 páginasProfessor - Fundamental - II - Matem - Itica 3SrMartins RibeiroAinda não há avaliações
- Pim Vi - Banco Do Brasil S.A.Documento19 páginasPim Vi - Banco Do Brasil S.A.José Geraldo Mion100% (2)
- 5 Dicas para Fazer Um Logo EficazDocumento1 página5 Dicas para Fazer Um Logo EficazCarlos Alberto PereiraAinda não há avaliações
- Modelo Planilha de Custos Por FuncionarioDocumento4 páginasModelo Planilha de Custos Por Funcionariocarlos liseAinda não há avaliações
- Introdução Ao Estudo Da EconomiaDocumento3 páginasIntrodução Ao Estudo Da EconomiaMárcia SilvaAinda não há avaliações
- Sintese Sistema Tributario Angolano Maio07Documento17 páginasSintese Sistema Tributario Angolano Maio07Davicerada Vic CarterAinda não há avaliações
- Tarefa Assíncrona 4 Ana Dos SantosDocumento5 páginasTarefa Assíncrona 4 Ana Dos Santosanaisabelsantos1995Ainda não há avaliações
- Conheca o VENDE CDocumento24 páginasConheca o VENDE ClaquicapessoaAinda não há avaliações
- BR 14 Iii Série 2019Documento68 páginasBR 14 Iii Série 2019icumba6180Ainda não há avaliações
- Caracteristicas Do SalarioDocumento66 páginasCaracteristicas Do SalarioIury Marcos50% (2)
- Comunicado de Ação de RatingDocumento6 páginasComunicado de Ação de RatingRenan Dantas SantosAinda não há avaliações
- #ResumaoDaFe - Jornada Da Desfudência Turma 3Documento148 páginas#ResumaoDaFe - Jornada Da Desfudência Turma 3Rodrigo Binkowski50% (2)
- Ebook Marcello SafeDocumento8 páginasEbook Marcello Safeleandrobsr100% (1)
- Lista de Exercicios Resolvidos EmpreendedorismoDocumento4 páginasLista de Exercicios Resolvidos EmpreendedorismoMarcio Gleyber100% (7)
- Resumo Do Texto "O NeuromarketingDocumento2 páginasResumo Do Texto "O Neuromarketingsuperantigo0% (1)
- Código de Ética - APP BrasilDocumento12 páginasCódigo de Ética - APP BrasilGleyce MelloAinda não há avaliações
- Indicadores QualidadeDocumento17 páginasIndicadores QualidadejapabortolucciAinda não há avaliações
- Top10 Emails Do NerdDocumento18 páginasTop10 Emails Do NerdneurotransformacaoAinda não há avaliações
- NF5799Documento1 páginaNF5799NOLASCOAinda não há avaliações
- NFe PHPDocumento1 páginaNFe PHPVictor OliveiraAinda não há avaliações
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (26)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Segurança Da Informação DescomplicadaNo EverandSegurança Da Informação DescomplicadaAinda não há avaliações
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Consultoria Especializada e Estratégias De Trade De ForexNo EverandConsultoria Especializada e Estratégias De Trade De ForexAinda não há avaliações
- 37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNo Everand37 Regras para um Negócio Online de Sucesso: Como Desistir do Seu Emprego, Mudar Para o Paraíso e Ganhar Dinheiro Enquanto DormeNota: 1.5 de 5 estrelas1.5/5 (2)
- Análise de Dados para Negócios: Torne-se um Mestre em Análise de DadosNo EverandAnálise de Dados para Negócios: Torne-se um Mestre em Análise de DadosAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- IoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNo EverandIoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNota: 4 de 5 estrelas4/5 (2)
- A lógica do jogo: Recriando clássicos da história dos videogamesNo EverandA lógica do jogo: Recriando clássicos da história dos videogamesAinda não há avaliações