Você também pode gostar
- Troca de Oleo Do RetarderDocumento3 páginasTroca de Oleo Do RetarderAllenson Kalista100% (4)
- Apresentação APQP CI08122010Documento45 páginasApresentação APQP CI08122010alvaro duarte100% (1)
- Treinamento QM01Documento42 páginasTreinamento QM01Ana Maria MagalhãesAinda não há avaliações
- Treinamento QualidadeDocumento418 páginasTreinamento QualidadeRudiney TrombettaAinda não há avaliações
- Apqp PDFDocumento50 páginasApqp PDFLEANDRO MORGANI SANTOSAinda não há avaliações
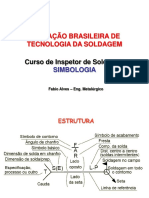
- FBTS Simbologia ModifcadoDocumento81 páginasFBTS Simbologia Modifcadowlton VgaAinda não há avaliações
- 2 Aula Prática - Preparação, Medições e OrçamentaçãoDocumento15 páginas2 Aula Prática - Preparação, Medições e OrçamentaçãoRui Mendes100% (2)
- Insp Pint N1 Mod4Documento46 páginasInsp Pint N1 Mod4Erenildo BalbinoAinda não há avaliações
- APOSTILA 1 e 2 - ELETROTÉCNICADocumento53 páginasAPOSTILA 1 e 2 - ELETROTÉCNICAAnonymous lDOSei8GAinda não há avaliações
- Manual Participante PNCQDocumento48 páginasManual Participante PNCQÉRIKA CAMARGO100% (1)
- Recuperação ACIDocumento6 páginasRecuperação ACIjullyAinda não há avaliações
- Catalogo HCS 2018-2019 PDFDocumento52 páginasCatalogo HCS 2018-2019 PDFPaulo Roberto Sobral SilvaAinda não há avaliações
- Ferramentas Da Qualidade - ALC - Julho - 2021 - ComentadoDocumento56 páginasFerramentas Da Qualidade - ALC - Julho - 2021 - ComentadoCibelle LimaAinda não há avaliações
- Aula Qualidade Parte 01 Qualidade e Produtividade 20170728-1350Documento27 páginasAula Qualidade Parte 01 Qualidade e Produtividade 20170728-1350Moyra B SantosAinda não há avaliações
- Aula 01 Evoluc3a7c3a3o Da Gestao Da QualidadeDocumento24 páginasAula 01 Evoluc3a7c3a3o Da Gestao Da QualidadeMaycon Teixeira MinucelliAinda não há avaliações
- Stralis NR 410 460Documento6 páginasStralis NR 410 460Aloisio RibeiroAinda não há avaliações
- Qualidade em Projetos e QFDDocumento27 páginasQualidade em Projetos e QFDlucaslp17Ainda não há avaliações
- SERVQUALDocumento21 páginasSERVQUALlucaslp17Ainda não há avaliações
- SIQM001 Introdução Ao Pilar de QualidadeDocumento8 páginasSIQM001 Introdução Ao Pilar de QualidadeMaria LeilanaAinda não há avaliações
- Aula 01 Gestâo Da QualidadeDocumento24 páginasAula 01 Gestâo Da QualidadeRozinaldo silvaAinda não há avaliações
- Inmetro - Avaliação Da ConformidadeDocumento2 páginasInmetro - Avaliação Da ConformidadeKellen MartinsAinda não há avaliações
- Evoluçao Da QualidadeDocumento14 páginasEvoluçao Da QualidadeNazia AdamoAinda não há avaliações
- Gestão Da Qualidade: Como Implementar Um Programa de Qualidade ?Documento39 páginasGestão Da Qualidade: Como Implementar Um Programa de Qualidade ?Patricio SilvaAinda não há avaliações
- Introdução À Gestão Da Qualidade Introdução À Gestão Da QualidadeDocumento24 páginasIntrodução À Gestão Da Qualidade Introdução À Gestão Da QualidadeGrazieleAinda não há avaliações
- Aula 01 Evolução Da Gestao Da QualidadeDocumento24 páginasAula 01 Evolução Da Gestao Da QualidadePam LandiAinda não há avaliações
- Qualidade de Software - Vises de Produto e Processo de SoftwareDocumento16 páginasQualidade de Software - Vises de Produto e Processo de SoftwarePedro LucasAinda não há avaliações
- Cap 6 Qualidade TotalDocumento55 páginasCap 6 Qualidade TotalvictoralxAinda não há avaliações
- Tópico 1 - Evolução Do Conceito de Qualidade - PDDocumento17 páginasTópico 1 - Evolução Do Conceito de Qualidade - PDp.alencar7Ainda não há avaliações
- Introduçao Ao Sistema Da QualidadeDocumento30 páginasIntroduçao Ao Sistema Da QualidadeMarco Asm TreinamentosAinda não há avaliações
- Slide Aula Controle de QualidadeDocumento37 páginasSlide Aula Controle de QualidadeMax TjAinda não há avaliações
- Slides Tópico 12 Qualidade FBS4000Documento15 páginasSlides Tópico 12 Qualidade FBS4000Kaliandra Coradini HermesAinda não há avaliações
- Aula 03 A 16 - QFDDocumento82 páginasAula 03 A 16 - QFDFelipe RachidAinda não há avaliações
- Aula7 - QFDDocumento51 páginasAula7 - QFDHilton GalvaoAinda não há avaliações
- Boas Praticas de FabricacaoDocumento55 páginasBoas Praticas de FabricacaoUrsula HilleAinda não há avaliações
- Bennes Huan Da Silva Atividade DefesaDocumento27 páginasBennes Huan Da Silva Atividade DefesaKim SusoAinda não há avaliações
- Melhoria e FerramentasDocumento91 páginasMelhoria e Ferramentaspaula71Ainda não há avaliações
- Workshop Metrologia 07.03.2024 - Apresentação Gustava Dellagiustina - SENAI.Documento41 páginasWorkshop Metrologia 07.03.2024 - Apresentação Gustava Dellagiustina - SENAI.Arthur DivinoAinda não há avaliações
- DTC - 12 - Planejamento e Controle Operacional PDFDocumento65 páginasDTC - 12 - Planejamento e Controle Operacional PDFMarcos C. MirandaAinda não há avaliações
- Qualidade Na Produção - Unidades I e IIDocumento64 páginasQualidade Na Produção - Unidades I e IIRodrigo RochaAinda não há avaliações
- Definição de QualidadeDocumento1 páginaDefinição de QualidaderecreiomaxjuniorAinda não há avaliações
- Pdca DRWDocumento13 páginasPdca DRWlucaslp17Ainda não há avaliações
- Cap 6 Qualidade TotalDocumento55 páginasCap 6 Qualidade TotalEdmilson AlcântaraAinda não há avaliações
- Medindo A Satisfação Dos ClientesDocumento14 páginasMedindo A Satisfação Dos ClientesEYMARD100% (3)
- Aula 1Documento46 páginasAula 1obinakanuAinda não há avaliações
- Slide - Boas Práticas de FabricaçãoDocumento75 páginasSlide - Boas Práticas de FabricaçãoLeisianeOliveiraAinda não há avaliações
- SchioppaDocumento9 páginasSchioppaalyankaAinda não há avaliações
- EngaMetalurgista MonicaSilva V2Documento2 páginasEngaMetalurgista MonicaSilva V2Mônica SilvaAinda não há avaliações
- Adm PRODUÇÃO - Melhoram Prod - Cap 18 - P1 - 2011.2 - Prof José BonifacioDocumento25 páginasAdm PRODUÇÃO - Melhoram Prod - Cap 18 - P1 - 2011.2 - Prof José BonifacioedujfrAinda não há avaliações
- Aula 6 - Producao Enxuta e Lay Out Maio 2008Documento49 páginasAula 6 - Producao Enxuta e Lay Out Maio 2008Evandro AntonettiAinda não há avaliações
- CTCV - Iapmei - 20160921Documento20 páginasCTCV - Iapmei - 20160921Anonymous 1U2zVGXE8Ainda não há avaliações
- Aula02 GQT ConceitoDocumento15 páginasAula02 GQT ConceitoDanilagoncalvesAinda não há avaliações
- 2 ConceitosIniciaisQualidade VersaoCDocumento26 páginas2 ConceitosIniciaisQualidade VersaoCAdm Cleveonei da Silva FiepecavAinda não há avaliações
- Módulo III - Sistema de Gestão Da Qualidade Atv5e6 1Documento8 páginasMódulo III - Sistema de Gestão Da Qualidade Atv5e6 1samirgomes03Ainda não há avaliações
- Httpsmoodle2.ipl - Ptiscal2022pluginfile - Php85637mod - resourcecontent2Gestão20de20Operacoes - 2 20parte - PDF 2Documento155 páginasHttpsmoodle2.ipl - Ptiscal2022pluginfile - Php85637mod - resourcecontent2Gestão20de20Operacoes - 2 20parte - PDF 2amirah.as10Ainda não há avaliações
- Qualidade de Bens para Fornecedores BasicoDocumento111 páginasQualidade de Bens para Fornecedores Basicokako.riquelme.jorqueraAinda não há avaliações
- 1.A Evolução Da QualidadeDocumento11 páginas1.A Evolução Da QualidadeBruno PimentelAinda não há avaliações
- Introdução Ao Sistema de QualidadeDocumento54 páginasIntrodução Ao Sistema de QualidadeDaniel Barreto100% (1)
- PQO Plano Da Qualidade Restaurante Kharina Rev.00Documento14 páginasPQO Plano Da Qualidade Restaurante Kharina Rev.00leandro.engcivilAinda não há avaliações
- CV - Paulo CamposDocumento4 páginasCV - Paulo CamposPauloAinda não há avaliações
- QualidadeDocumento26 páginasQualidadematheusAinda não há avaliações
- Gerenciamento Dos Sistemas de Qualidade - 2023.2Documento101 páginasGerenciamento Dos Sistemas de Qualidade - 2023.2DokScyAinda não há avaliações
- Controle Qualidade IndústriaDocumento61 páginasControle Qualidade IndústriaGustavo Silva MachadoAinda não há avaliações
- Controle Estatístico Da Qualidade Aulas 1 A 6 - Revisão Sobre Melhoria Da QualidadeDocumento52 páginasControle Estatístico Da Qualidade Aulas 1 A 6 - Revisão Sobre Melhoria Da QualidadeHugo MiyataAinda não há avaliações
- para Imprimir Ante-Projecto Semi Pronto - CópiaDocumento19 páginaspara Imprimir Ante-Projecto Semi Pronto - CópiaJoaoAinda não há avaliações
- Artigo - XXVIII - SIMPEP - Art - 219Documento14 páginasArtigo - XXVIII - SIMPEP - Art - 219Thamires GonçalvesAinda não há avaliações
- Planilha Aula 1 Finanças para EmpreendedoresDocumento3 páginasPlanilha Aula 1 Finanças para EmpreendedoresCleber Pizzatto DallegraveAinda não há avaliações
- Planilha Base OrçamentoDocumento3 páginasPlanilha Base OrçamentoCleber Pizzatto DallegraveAinda não há avaliações
- Aula EOPDocumento8 páginasAula EOPCleber Pizzatto DallegraveAinda não há avaliações
- Manutenoprodutivatotaltpm Final 141110105517 Conversion Gate01Documento2 páginasManutenoprodutivatotaltpm Final 141110105517 Conversion Gate01Cleber Pizzatto DallegraveAinda não há avaliações
- Cópia de Anexo II - Planilha OrçamentáriaDocumento4 páginasCópia de Anexo II - Planilha OrçamentáriaCleber Pizzatto DallegraveAinda não há avaliações
- Fábrica de AviõesDocumento11 páginasFábrica de AviõesCleber Pizzatto DallegraveAinda não há avaliações
- Guia de Estudos - Projeto de Engenharia Iv-Nível VDocumento10 páginasGuia de Estudos - Projeto de Engenharia Iv-Nível VCleber Pizzatto DallegraveAinda não há avaliações
- FranquiasDocumento2 páginasFranquiasCleber Pizzatto DallegraveAinda não há avaliações
- Aula 5 - 18-03-2024Documento16 páginasAula 5 - 18-03-2024Cleber Pizzatto DallegraveAinda não há avaliações
- AnotaçõesDocumento2 páginasAnotaçõesCleber Pizzatto DallegraveAinda não há avaliações
- ExercíciosDocumento2 páginasExercíciosCleber Pizzatto DallegraveAinda não há avaliações
- TCC - Projeto de Uma Bancada Didática de Refrigeração Por AbsorçãoDocumento77 páginasTCC - Projeto de Uma Bancada Didática de Refrigeração Por AbsorçãoCleber Pizzatto DallegraveAinda não há avaliações
- Candidaturas TrabalhoDocumento3 páginasCandidaturas TrabalhoCleber Pizzatto DallegraveAinda não há avaliações
- Aps (Advanced Planning & Scheduling) - A Utilização Do Sistema de Capacidade Finita Como Diferencial CompetitivosDocumento24 páginasAps (Advanced Planning & Scheduling) - A Utilização Do Sistema de Capacidade Finita Como Diferencial CompetitivosCleber Pizzatto DallegraveAinda não há avaliações
- N-0009 - Tratamento de Superfícies de AçoDocumento16 páginasN-0009 - Tratamento de Superfícies de Açoubsilva100% (1)
- Análise de Segurança Do Trabalho em Empresa de Pré MoldadosDocumento19 páginasAnálise de Segurança Do Trabalho em Empresa de Pré MoldadosAlessandro Tobias MatosAinda não há avaliações
- CIELO Extrato Eletronico - Manual - Versao 14Documento31 páginasCIELO Extrato Eletronico - Manual - Versao 14leozinsantanaAinda não há avaliações
- GED-3596 - Rede Secundária - Construção 01-2017Documento7 páginasGED-3596 - Rede Secundária - Construção 01-2017Efisa EngenhariaAinda não há avaliações
- GRAUTEDocumento2 páginasGRAUTEClaudio NovaisAinda não há avaliações
- Pilarete TractelDocumento15 páginasPilarete TractelHeitor NoratAinda não há avaliações
- Siia - UcdbDocumento8 páginasSiia - UcdbAgnerFelipeAinda não há avaliações
- Movement Catálogo 2022Documento57 páginasMovement Catálogo 2022Eliza AlvesAinda não há avaliações
- Placas de TectoDocumento8 páginasPlacas de TectoEdgarRafaelCardosoAinda não há avaliações
- X Fin BT Alt Dos Campos E2 Aglimp E5 Aglimp TgvqpyDocumento3 páginasX Fin BT Alt Dos Campos E2 Aglimp E5 Aglimp TgvqpyDaniel Pereira ComimAinda não há avaliações
- Planilha Sintética Simples 00070 PE - 3.2019 - DesoneradoDocumento36 páginasPlanilha Sintética Simples 00070 PE - 3.2019 - DesoneradoLuãAinda não há avaliações
- Manual Do Consumidor: Coifas IlhaDocumento28 páginasManual Do Consumidor: Coifas IlhaPedro FerreiraAinda não há avaliações
- Alisson - MecanicaDocumento25 páginasAlisson - MecanicaAlexsandro MotaAinda não há avaliações
- Seguranca de Redes em Ambientes Cooperat 8Documento1 páginaSeguranca de Redes em Ambientes Cooperat 8Thiago Bao TambemAinda não há avaliações
- Norma Técnica Eletropaulo 6012-4Documento33 páginasNorma Técnica Eletropaulo 6012-4Bruno Matsui0% (1)
- Exemplo para Atualizar Modificar Banco de Dados Do ClienteDocumento1 páginaExemplo para Atualizar Modificar Banco de Dados Do ClienteevanAinda não há avaliações
- V12-Ficha Tecnica Procediment Janeiro 18 2016Documento4 páginasV12-Ficha Tecnica Procediment Janeiro 18 2016markao_jcAinda não há avaliações
- Aula 14 - Gráficos de Controle para AtributosDocumento38 páginasAula 14 - Gráficos de Controle para AtributosRômulo Silviano100% (1)
- Gestão de Conhecimento Na Engenharia de Manutenção - Marcelo Ávila Fernandes - AstreinDocumento28 páginasGestão de Conhecimento Na Engenharia de Manutenção - Marcelo Ávila Fernandes - AstreinAdair Nunes JuniorAinda não há avaliações
- Controle de Pedidos-201318Documento369 páginasControle de Pedidos-201318NaymeSilvaAinda não há avaliações
- VentilaçãoDocumento10 páginasVentilaçãoKoenigsberg Lee Ribeiro De AndradeAinda não há avaliações
- Sumidouro e Sifão Anti OdorDocumento2 páginasSumidouro e Sifão Anti Odorrita_mendes_1Ainda não há avaliações
- Processamento de Materiais PoliméricosDocumento3 páginasProcessamento de Materiais PoliméricosPedro PerdigãoAinda não há avaliações
- Normas para TubosDocumento6 páginasNormas para TubosLeandro VilalvaAinda não há avaliações