Você também pode gostar
- A Historia Da Gestao Da QualidadeDocumento25 páginasA Historia Da Gestao Da QualidadeCatarine Belo RodriguesAinda não há avaliações
- Gestão Processos de Qualidade 1Documento48 páginasGestão Processos de Qualidade 1manuela limaAinda não há avaliações
- Estudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanNo EverandEstudo da implementação de ferramentas da Indústria 4.0: E seus impactos em face aos conceitos LeanAinda não há avaliações
- Gestão Gualidade 1Documento11 páginasGestão Gualidade 1Italo AxiomAinda não há avaliações
- impressao-7Documento19 páginasimpressao-7Vanessa CunhaAinda não há avaliações
- Aula 04 - Os Gurus Da Qualidade - ResumoDocumento6 páginasAula 04 - Os Gurus Da Qualidade - ResumoJadson AlmeidaAinda não há avaliações
- Movimento pela Qualidade e seus PioneirosDocumento11 páginasMovimento pela Qualidade e seus PioneirosGardênia BrilhanteAinda não há avaliações
- 1 TeoricoDocumento30 páginas1 TeoricoFilipe BertoldiAinda não há avaliações
- Artigo 1 - The TQM LegacyDocumento18 páginasArtigo 1 - The TQM Legacyyanaeprado0Ainda não há avaliações
- MFQ - Unidade 01Documento40 páginasMFQ - Unidade 01Jose agustinhoAinda não há avaliações
- Apostila - Módulo 1 - Bootcamp Product Owner-1Documento21 páginasApostila - Módulo 1 - Bootcamp Product Owner-1Akiva GerstnerAinda não há avaliações
- Produçao e OperaçaoDocumento8 páginasProduçao e OperaçaoEDUARDO LUZ RIBEIRO CAMARAAinda não há avaliações
- Engenharia Simultânea na Indústria de Redutores de VelocidadeDocumento9 páginasEngenharia Simultânea na Indústria de Redutores de VelocidadeJayme JuniorAinda não há avaliações
- Tema 1 - Gestão Da Qualidade Total e Modelos de ExcelênciaDocumento7 páginasTema 1 - Gestão Da Qualidade Total e Modelos de ExcelênciaPriscila BarbosaAinda não há avaliações
- Introdução à Gestão da ProduçãoDocumento15 páginasIntrodução à Gestão da ProduçãoRoberto Santos da SilveiraAinda não há avaliações
- Paper Manufatura EnxutaDocumento5 páginasPaper Manufatura EnxutaAmarildo Moreira SantosAinda não há avaliações
- Aula 04Documento20 páginasAula 04ucvenancioAinda não há avaliações
- Primeiros Passos para Um Sistema de Gestão Da QualidadeDocumento129 páginasPrimeiros Passos para Um Sistema de Gestão Da QualidadeClaudio MoreiraAinda não há avaliações
- Apostila - Módulo 1 - Bootcamp Product OwnerDocumento21 páginasApostila - Módulo 1 - Bootcamp Product OwnerJuliana XavierAinda não há avaliações
- Artigo Sergio Dias - Encontro Nacional de Manutencao Set 2007Documento14 páginasArtigo Sergio Dias - Encontro Nacional de Manutencao Set 2007Evandro AntonettiAinda não há avaliações
- Os conceitos de qualidade de Philip Crosby, Kaoru Ishikawa e Genichi TaguchiDocumento19 páginasOs conceitos de qualidade de Philip Crosby, Kaoru Ishikawa e Genichi Taguchieduardo borgesAinda não há avaliações
- Gestão Da Mudança Da Qualidade de ProdutoDocumento12 páginasGestão Da Mudança Da Qualidade de ProdutoRonaldo MarcolinoAinda não há avaliações
- Implementação de ferramentas de qualidadeDocumento21 páginasImplementação de ferramentas de qualidadeAndressa LoffiAinda não há avaliações
- Apostila Gestão Da QualidadeDocumento25 páginasApostila Gestão Da QualidadeMarcelo Dias0% (1)
- Aplicabilidade de Ferramentas Da QualidadeDocumento29 páginasAplicabilidade de Ferramentas Da QualidadeNAlbuquerqueAinda não há avaliações
- Gestão de Processos: Introdução e Conceitos ChaveDocumento9 páginasGestão de Processos: Introdução e Conceitos ChaveEdmilson de Sousa SilvaAinda não há avaliações
- MetasPDCADocumento23 páginasMetasPDCALauriston SilvaAinda não há avaliações
- MFQ - Unidade 04Documento34 páginasMFQ - Unidade 04Jose agustinhoAinda não há avaliações
- Métodos Ageis Desenvolvimentode SoftwareDocumento28 páginasMétodos Ageis Desenvolvimentode SoftwareJean LopesAinda não há avaliações
- A Qualidade TotalDocumento59 páginasA Qualidade TotalmsjoslimAinda não há avaliações
- 1Documento3 páginas1Renato LoboAinda não há avaliações
- Gestao Da Qualidade Apostila CefetDocumento19 páginasGestao Da Qualidade Apostila Cefetjmsouto27Ainda não há avaliações
- Desenvolvimento Do Produto - Engenharia SimultaneaDocumento25 páginasDesenvolvimento Do Produto - Engenharia SimultaneaGláuber LucasAinda não há avaliações
- Gestão Da Qualidade CópiaDocumento5 páginasGestão Da Qualidade CópiaANA CLARA DA SILVA LIMAAinda não há avaliações
- Apostila Ferramentas Da QualidadeDocumento52 páginasApostila Ferramentas Da QualidadeLeonel GomesAinda não há avaliações
- Lean ManufaturingDocumento14 páginasLean Manufaturingdaniel AlvesAinda não há avaliações
- Engenharia Qualidade 2Documento24 páginasEngenharia Qualidade 2Vitor MirandaAinda não há avaliações
- William Edward DemingDocumento7 páginasWilliam Edward DemingLucineide Ribeiro50% (2)
- Aula07 de GEstão Da Qualidade UnigramDocumento6 páginasAula07 de GEstão Da Qualidade UnigramAndré Felipe QueirozAinda não há avaliações
- Gestão da ProduçãoDocumento61 páginasGestão da ProduçãoLeonardo MatateuAinda não há avaliações
- Aumentar valor do produto atendendo clientesDocumento11 páginasAumentar valor do produto atendendo clientesAlex BalestriniAinda não há avaliações
- Gestão da Qualidade Total: Gurus e FerramentasDocumento4 páginasGestão da Qualidade Total: Gurus e FerramentasBruceFakeAinda não há avaliações
- Conceitos e Evolução da QualidadeDocumento18 páginasConceitos e Evolução da QualidadegrazielaAinda não há avaliações
- Gerencia de ProjetosDocumento31 páginasGerencia de ProjetosMauri JuniorAinda não há avaliações
- Introdução à Engenharia: Etapas do ProjetoDocumento19 páginasIntrodução à Engenharia: Etapas do ProjetoMaria De FátimaAinda não há avaliações
- Lista 01Documento3 páginasLista 01Gabriel ChavesAinda não há avaliações
- Trabalho 1 - Gestão Da Qualidade - Thayná C. TréssinoDocumento14 páginasTrabalho 1 - Gestão Da Qualidade - Thayná C. TréssinoThayná Caroline TréssinoAinda não há avaliações
- Apostila Yellow BeltDocumento171 páginasApostila Yellow BeltCosta SFAinda não há avaliações
- Universidade Federal Da Paraíba J EpmDocumento10 páginasUniversidade Federal Da Paraíba J EpmMylenna FariasAinda não há avaliações
- Custos de Automação de Uma Linha de SalsichariaDocumento17 páginasCustos de Automação de Uma Linha de SalsichariaIVELISE TERESA DE CASTRO SACHIAinda não há avaliações
- Gestão Da Qualidade e Processos - Tarcisio - GomesDocumento10 páginasGestão Da Qualidade e Processos - Tarcisio - GomesTARCÍSIO FERNANDES GOMESAinda não há avaliações
- TQC e a evolução da gestão da qualidade totalDocumento15 páginasTQC e a evolução da gestão da qualidade totalfelipeshazanAinda não há avaliações
- Introdução às Normas ISO 9000Documento12 páginasIntrodução às Normas ISO 9000annecmrAinda não há avaliações
- Documento Sem TítuloDocumento5 páginasDocumento Sem TítuloTIAGO ALVESAinda não há avaliações
- Avaliando Gestão QualidadeDocumento17 páginasAvaliando Gestão QualidadeEntendendo Química e FísicaAinda não há avaliações
- 7 Ferramentas Qualidade - HanseiDocumento44 páginas7 Ferramentas Qualidade - HanseiRobsonAinda não há avaliações
- Simulado de Administração de Produção IDocumento17 páginasSimulado de Administração de Produção IThaty HiromiAinda não há avaliações
- Gestão da produção, ferramenta para vantagem competitivaDocumento16 páginasGestão da produção, ferramenta para vantagem competitivaPedro TrindadeAinda não há avaliações
- DFMEA Tabela OcorrenciaDocumento9 páginasDFMEA Tabela OcorrenciaMaiko AlmeidaAinda não há avaliações
- FMEA Introdução GuiaDocumento79 páginasFMEA Introdução GuiaMaiko AlmeidaAinda não há avaliações
- Conceito Visao FidelisDocumento2 páginasConceito Visao FidelisMaiko AlmeidaAinda não há avaliações
- Prioridade de Ação para DFMEA e PFMEADocumento1 páginaPrioridade de Ação para DFMEA e PFMEAMaiko AlmeidaAinda não há avaliações
- DFMEA Tabela DetecçãoDocumento3 páginasDFMEA Tabela DetecçãoMaiko AlmeidaAinda não há avaliações
- Diferencas ISO90012008 e 2015Documento26 páginasDiferencas ISO90012008 e 2015Maiko AlmeidaAinda não há avaliações
- Graficos e Cartas de ControleDocumento10 páginasGraficos e Cartas de ControleMaiko AlmeidaAinda não há avaliações
- Controle estatístico da qualidade com planejamento de experimentosDocumento18 páginasControle estatístico da qualidade com planejamento de experimentosMaiko AlmeidaAinda não há avaliações
- Gestão da Qualidade e SGQDocumento14 páginasGestão da Qualidade e SGQMaiko AlmeidaAinda não há avaliações
- Aula 3 - Gestão Estratégica Da QualidadeDocumento14 páginasAula 3 - Gestão Estratégica Da QualidadeMaiko AlmeidaAinda não há avaliações
- Aula 4 - Conceitos Basicos de Capacidade de ProcessosDocumento16 páginasAula 4 - Conceitos Basicos de Capacidade de ProcessosMaiko AlmeidaAinda não há avaliações
- Aula 4 - Aplicação Da Qualidade em ProjetosDocumento16 páginasAula 4 - Aplicação Da Qualidade em ProjetosMaiko AlmeidaAinda não há avaliações
- Gestão da Qualidade em TecnologiaDocumento6 páginasGestão da Qualidade em TecnologiaMaiko AlmeidaAinda não há avaliações
- Técnicas Lean e Seis SigmaDocumento16 páginasTécnicas Lean e Seis Sigmawiliam peleteiro100% (1)
- Controle de inspeção de peçasDocumento3 páginasControle de inspeção de peçasMaiko AlmeidaAinda não há avaliações
- Análise de sistemas de mediçãoDocumento18 páginasAnálise de sistemas de mediçãoMaiko AlmeidaAinda não há avaliações
- Aula 2 - Distribuição de ProbabilidadesDocumento21 páginasAula 2 - Distribuição de ProbabilidadesMaiko AlmeidaAinda não há avaliações
- BR Rs1 t0109 Benerti Ren 2018 Apc Issue2Documento12 páginasBR Rs1 t0109 Benerti Ren 2018 Apc Issue2Maiko AlmeidaAinda não há avaliações
- Análise de Capabilidade do Método 1Documento9 páginasAnálise de Capabilidade do Método 1Maiko AlmeidaAinda não há avaliações
- Controle estatístico da qualidade com cartas de ShewhartDocumento19 páginasControle estatístico da qualidade com cartas de ShewhartMaiko AlmeidaAinda não há avaliações
- Apresentação MsaDocumento88 páginasApresentação MsaMaiko AlmeidaAinda não há avaliações
- Defeitos de FundiçãoDocumento38 páginasDefeitos de FundiçãoGustavo GhizoniAinda não há avaliações
- Iso TS 16949 TraduzidaDocumento21 páginasIso TS 16949 TraduzidaMaiko AlmeidaAinda não há avaliações
- Análise de Capabilidade do Método 1Documento9 páginasAnálise de Capabilidade do Método 1Maiko AlmeidaAinda não há avaliações
- Gemba 2016Documento1 páginaGemba 2016Maiko AlmeidaAinda não há avaliações
- CQI-17 - Sistema de Solda Branda - PlanilhasDocumento24 páginasCQI-17 - Sistema de Solda Branda - PlanilhasMaiko AlmeidaAinda não há avaliações
- 0 Defeitos de FundicaoDocumento84 páginas0 Defeitos de FundicaoFidel MatosAinda não há avaliações
- CQI-15 - Sistema de Soldagem - PlanilhasDocumento32 páginasCQI-15 - Sistema de Soldagem - PlanilhasMaiko Almeida100% (1)
- Metrologia - RugosidadeDocumento20 páginasMetrologia - Rugosidadesifarne100% (3)
- Estratégia de lançamento de perfume natural e hipoalergênicoDocumento76 páginasEstratégia de lançamento de perfume natural e hipoalergênicoLouhana RebouçasAinda não há avaliações
- Gestão da Qualidade Técnico AdministraçãoDocumento4 páginasGestão da Qualidade Técnico AdministraçãoRalyson Henrique de Lima CostaAinda não há avaliações
- Green Belt em Lean Seis Sigma: PrincípiosDocumento928 páginasGreen Belt em Lean Seis Sigma: PrincípiosAfrânio AugustoAinda não há avaliações
- Fundamentos Green BeltDocumento45 páginasFundamentos Green BeltGuilherme PereiraAinda não há avaliações
- Green BeltsDocumento172 páginasGreen BeltsGlauco SantosAinda não há avaliações
- Modelo de Gestao Do Lean Seis SigmaDocumento4 páginasModelo de Gestao Do Lean Seis SigmamanuprbrAinda não há avaliações
- O Método Dmaic Do Lean Seis SigmaDocumento5 páginasO Método Dmaic Do Lean Seis SigmaAndreza Dias50% (2)
- Green Belt UFABC Abr13Documento790 páginasGreen Belt UFABC Abr13LarissaMacielAinda não há avaliações
- Curso Lean Six Sigma Capítulo 3 - Parte 1 IiDocumento27 páginasCurso Lean Six Sigma Capítulo 3 - Parte 1 IiWeslley MoraisAinda não há avaliações
- Analise ComparativaDocumento18 páginasAnalise ComparativaLuis BembeleAinda não há avaliações
- O que é I&CIMDocumento85 páginasO que é I&CIMEFJTECAinda não há avaliações
- Lista de Exercícios 4 - Capabilidade (Presencial)Documento5 páginasLista de Exercícios 4 - Capabilidade (Presencial)IgorAinda não há avaliações
- TREINAMENTO YELLOW BELT EM LEAN SEIS SIGMADocumento245 páginasTREINAMENTO YELLOW BELT EM LEAN SEIS SIGMAGomes Souza100% (1)
- (Estudo de Caso) Guarana FrukiDocumento25 páginas(Estudo de Caso) Guarana FrukiCoreAinda não há avaliações
- Implantação da Metodologia Seis Sigma em PadariaDocumento6 páginasImplantação da Metodologia Seis Sigma em PadariaGilbertoMirandaAinda não há avaliações
- Release de Desempenho ESG 2T23Documento18 páginasRelease de Desempenho ESG 2T23y9ggxkjpp5Ainda não há avaliações
- Por que COPC e Six Sigma se complementamDocumento2 páginasPor que COPC e Six Sigma se complementamfmreisAinda não há avaliações
- Seis Sigma Filo Sofia LeanDocumento17 páginasSeis Sigma Filo Sofia LeanMarcelo BarrosAinda não há avaliações
- Introdução à Gestão da Qualidade TotalDocumento21 páginasIntrodução à Gestão da Qualidade TotalSérgio Augusto SobrinhoAinda não há avaliações
- 6 Sigma - Aplicacao Industria QuimicaDocumento8 páginas6 Sigma - Aplicacao Industria Quimicaalberton2012Ainda não há avaliações
- Gestão de ProcessosDocumento72 páginasGestão de ProcessosNatiele KuivaAinda não há avaliações
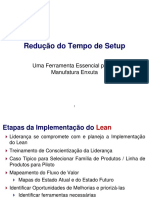
- Redução Do Tempo de SetupDocumento99 páginasRedução Do Tempo de SetupMAPROLProjetosAinda não há avaliações
- Seis Sigma Belts: Níveis e FunçõesDocumento2 páginasSeis Sigma Belts: Níveis e FunçõesFabiano Fortes BustamanteAinda não há avaliações
- 05 Set 07 Lean Seis SigmaDocumento9 páginas05 Set 07 Lean Seis SigmaMarcos RaphaelAinda não há avaliações
- Memorex TJTO - Rodada 06: Todos Os Direitos Reservados. Proibida Cópia, Plágio Ou ComercializaçãoDocumento84 páginasMemorex TJTO - Rodada 06: Todos Os Direitos Reservados. Proibida Cópia, Plágio Ou ComercializaçãoFelipe LobatoAinda não há avaliações
- Lean Six Sigma Na Area Da Saude PDFDocumento108 páginasLean Six Sigma Na Area Da Saude PDFSávio AraújoAinda não há avaliações
- Gerenciamento de portfólio e PMODocumento32 páginasGerenciamento de portfólio e PMOJosicley SouzaAinda não há avaliações
- Exemplo de Projeto Six Sigma Black BeltDocumento28 páginasExemplo de Projeto Six Sigma Black BeltScribdTranslationsAinda não há avaliações
- 6 SigmaDocumento10 páginas6 SigmaJoão PauloAinda não há avaliações
- DFSS PDFDocumento33 páginasDFSS PDFAntonio Tadeu MenesesAinda não há avaliações
- Conexão mente corpo espírito: para o seu bem-estar - Uma cientista ousada avaliza a medicina alternativaNo EverandConexão mente corpo espírito: para o seu bem-estar - Uma cientista ousada avaliza a medicina alternativaNota: 5 de 5 estrelas5/5 (2)
- Análise do Comportamento Aplicada ao Transtorno do Espectro AutistaNo EverandAnálise do Comportamento Aplicada ao Transtorno do Espectro AutistaNota: 4.5 de 5 estrelas4.5/5 (13)
- Metodologia da pesquisa: Abordagem teórico-práticaNo EverandMetodologia da pesquisa: Abordagem teórico-práticaNota: 5 de 5 estrelas5/5 (2)
- Conformismo e resistência: Escritos de Marilena Chaui, vol. 4No EverandConformismo e resistência: Escritos de Marilena Chaui, vol. 4Nota: 5 de 5 estrelas5/5 (1)
- Introdução a Sociologia: Marx, Durkheim e Weber, referências fundamentaisNo EverandIntrodução a Sociologia: Marx, Durkheim e Weber, referências fundamentaisNota: 5 de 5 estrelas5/5 (3)
- Jogo e civilização: História, cultura e educaçãoNo EverandJogo e civilização: História, cultura e educaçãoAinda não há avaliações
- Do átomo ao buraco negro: Para descomplicar a astronomiaNo EverandDo átomo ao buraco negro: Para descomplicar a astronomiaNota: 5 de 5 estrelas5/5 (4)
- Como desenvolver a autodisciplina: Resista a tentações e alcance suas metas de longo prazoNo EverandComo desenvolver a autodisciplina: Resista a tentações e alcance suas metas de longo prazoNota: 4.5 de 5 estrelas4.5/5 (39)
- Fé cristã e pensamento evolucionista: Atualizações teológico-pastorais a um tema desafiadorNo EverandFé cristã e pensamento evolucionista: Atualizações teológico-pastorais a um tema desafiadorJoel Portella AmadoNota: 5 de 5 estrelas5/5 (1)
- Qualidade na recepção: Encantando o paciente no dia a diaNo EverandQualidade na recepção: Encantando o paciente no dia a diaAinda não há avaliações
- Saberes gastronômicos e formação de chefs: O itinerário acadêmico-profissional de gastrônomosNo EverandSaberes gastronômicos e formação de chefs: O itinerário acadêmico-profissional de gastrônomosAinda não há avaliações
- A História da Astrologia Para Quem Tem Pressa: Das tábuas de argila há 4.000 anos aos apps em 200 páginas!No EverandA História da Astrologia Para Quem Tem Pressa: Das tábuas de argila há 4.000 anos aos apps em 200 páginas!Nota: 4.5 de 5 estrelas4.5/5 (3)
- Metodologia da Pesquisa: Do Projeto ao Trabalho de Conclusão de CursoNo EverandMetodologia da Pesquisa: Do Projeto ao Trabalho de Conclusão de CursoNota: 4.5 de 5 estrelas4.5/5 (2)
- Patologias do social: Arqueologias do sofrimento psíquicoNo EverandPatologias do social: Arqueologias do sofrimento psíquicoNota: 5 de 5 estrelas5/5 (2)
- Formação de professores para a inclusão de alunos com necessidades educacionais especiaisNo EverandFormação de professores para a inclusão de alunos com necessidades educacionais especiaisNota: 4 de 5 estrelas4/5 (1)
- Como Escrever Bem: Projeto de Pesquisa e Artigo CientíficoNo EverandComo Escrever Bem: Projeto de Pesquisa e Artigo CientíficoNota: 5 de 5 estrelas5/5 (9)
- A Geografia escolar e a cidade: Ensaios sobre o ensino de geografia para a vida urbana cotidianaNo EverandA Geografia escolar e a cidade: Ensaios sobre o ensino de geografia para a vida urbana cotidianaNota: 5 de 5 estrelas5/5 (1)
- Diálogos sem fronteira: História, etnografia e educação em culturas ibero-americanasNo EverandDiálogos sem fronteira: História, etnografia e educação em culturas ibero-americanasAinda não há avaliações
- Somos nosso cérebro?: Neurociências, subjetividade, culturaNo EverandSomos nosso cérebro?: Neurociências, subjetividade, culturaAinda não há avaliações